随着新世纪工业化的进一步发展,罗克韦尔plc自动控制系统的应用领域越来越广泛。 罗克韦尔plcrslogix5000通讯协议技术的编程方法比较简单,适应性强,可靠性更好,可以达到电气自动化控制的水平。以下是关于罗克韦尔plc小型系列与您分享plc自动控制系统在炼钢转炉升级改造应用。该项目结合了实际生产,并对转换器软件,硬件和网络系统进行了全面升级,极大地提高了系统运行的稳定性。
1 前言
一台炼钢厂的100吨转炉使用ROCKWELL plc控制系统投入运行。经过6年的运行,由于罗克韦尔plc系统老化,故障率高,人力和物力资源投入大,严重影响了炼钢的顺利和直接生产。经过技术人员的研究,决定对转换器进行全面升级。
2 改造前存在问题
2.1设备老化,故障率高
改造前三年,据统计,每年的故障数量达到30多次,故障时间约为3天。转炉每次冶炼需要50分钟。如此高的故障率严重地限制了转换器的稳定生产。
2.2停止备件并且订购困难
PLC5模块已停产,备件供应非常困难,昂贵且难以保证,这对正常生产和设备的日常维护造成很大的隐患。
2.3老系统抗干扰能力有限。
罗克韦尔PLC系统中存在强烈的交流干扰信号。周围电机的启动和停止会导致PLC出现故障。
2.4该系统是开放的,多功能和灵活的。
原来的PLC5的DH +网络很难与其他系统通信以实现数据共享。
3 改造措施
3.1转型计划
通信网络从DH +升级到工业以太网。
3.2系统设计
3.2.1硬件组成
表1硬件配置表
序列号设备名称型号(块)
1、UPS电源COMET-S311
2、个机架13个插槽1756-A1310
3、个机架4个插槽1756-A41
4、电源模块1756-PA7511
5、CPU模块1756-L623
6、CPU电池1756-BA13
7、以太网TCP/IP通信模块1756-ENBT/A3
8、罗克韦尔Controlnet通信辅助模块1756-CNBR/D11
9、数字输入模块1756-IB1644
10、开关输出模块1756-OW16I27
11、模拟输入模块1756-IF1620
12、模拟输出模块1756-OF85
13、计数模块1756-HSC2
14、T型水龙头1786-TPR11
15、75Ω终端电阻1786-XT6
16、编码器CE65S2
3.2.2软件组成
操作系统:Win 7
编程软件:罗克韦尔RSLogix5000编程软件和ab Rslinx通信软件配套使用,以及Rsview32HMI人机界面的制作
主持人:用DELL Business Machine替换
PLC处理器:CPU采用1756-L62
通讯模块:1756-ENBT
网络通讯:采用工业以太网通讯结构,满足TCP/IP协议
3.2.3网络结构设计
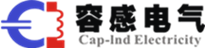
原钢转炉网络系统采用环形拓扑结构。每个转换器由一个小环组成。四个小环和公共馈电系统以及风扇实用系统形成一个大的环形网络。整个网络中有27套PLC。在车载计算机上,数据交换频繁并实时更新。由于没有形成大环网,但采用了总线拓扑结构,这些主要的隐患会导致多网络崩溃。
改进措施:首先用MOXA ED6008和MOXA EDS408A替换网络中的交换机,统一分配IP地址,并使用软件设置确定大型环网中的主交换机,并为每个交换机设置通信协议,包括Moxa ED6008系列。该开关选择带ED6008系列冗余协议的Turbo Ring。对于Moxa ED408A系列交换机,采用IEEE802.1D冗余协议来确保网络安全。连接环网时,首先检查并标记大环网的光纤重新点亮列。对于大型环网上的所有交换机,请按照端口7作为输入线,端口8是输出线原则。对于每个端口,TX端和RX端都标记并连线。每次连接设备时,都会检测到数据流量。大环网连接成功后,各交换机端口的数据流正常,各主机数据正常。
转换前后转换器的网络图如图1和图2所示。
3.3应用程序编程
3.3.1编程罗克韦尔ControlLogix5000程序
由于PLC5 CPU和RSLogix5000 CUP处理字长和指令写入规范,前者为16位,后者为32位。直接转换程序不能直接使用。一些重要的功能必须由技术人员手动重写,如I./O地址映射,控制网络地址映射,通信指令等。ControlLogix5000采用以太网通信方式。优化升级后,通信速度提高10倍以上。
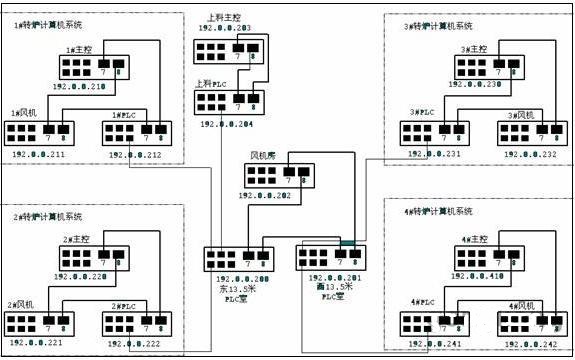
图1转换前转换器的网络图
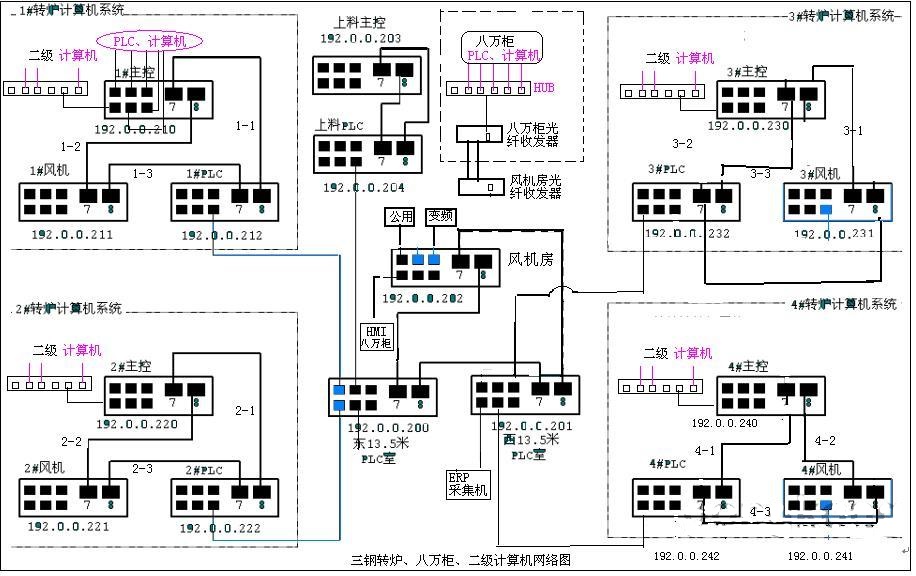
图2转换后的变压器网络图
3.3.2称重铲斗和装配重量
在排出过程中,炼钢辅助材料往往具有堆积和阻塞材料的现象。通过技术改进,将组装重量添加到每个辅助料仓的称重料斗中,并通过控制程序控制链条,以确定是否存在库存现象。并在操作屏幕上报警提醒,避免物料堆积,堵塞现象。
3.3.3全氩吹模式的发展
为了冶炼各种钢和优质钢水,开发了转炉底部吹氩的全过程,提高了转炉冶炼钢和优质钢水的冶炼能力。
3.4监控屏幕创建
3.4.1监控界面的升级主要是创建一个新的标签数据库,并与程序地址建立通信连接。
步骤1:创建新的OPC服务器以替换原始的直接驱动器通信,以使屏幕更具响应性
加快。如图3和图4所示。
步骤2:更新数据库标签格式并建立OPC通信协议。
步骤3:连接屏幕中的标签路径以建立通信连接。
步骤4:建立以与罗克韦尔plc CPU建立数据映射。
步骤5:配置RSlinx通信连接。
图3转换前的
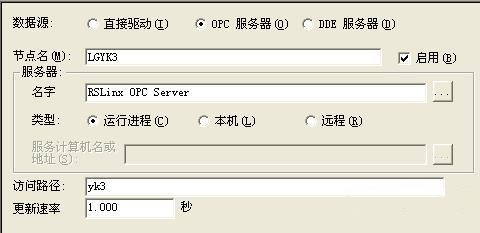
图4转型后
3.4.2实现主控操作界面,一台多功能机
原来的炼钢转炉氧枪和原料主要由一台主机操作。在实际的生产过程中,由于主机本身或网络通信等,存在崩溃或网络中断,无法操作。技术人员长时间到达现场并且故障未及时处理,从而影响炼钢,在控制系统的优化和升级中,氧枪和原料主要由上位机操作,主要操作屏幕是多用途的。如图5
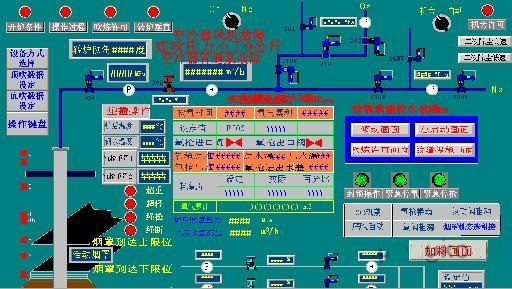
图5氧枪原料操作屏幕
4 实施效果
(1)故障率比转换前低40%,故障处理时间≤1小时/月。
(2)备件用途广泛。
(3)系统维护成本每年降低70%。
(4)系统的开放性,可扩展性,灵活性和稳定性得到显着提升,并在每个位置实现网络通信和数据共享。
5 结语
罗克韦尔rslogix5000通讯协议丰富的现场经验和良好的质量和多功能性缩短了项目转型时间,罗克韦尔plc工程转型顺利完成。主要完成plc控制系统改造,现场设备安装,接线,调试等工作。














