随着社会现代化的快速发展,三菱plc与触摸屏通迅信息交换变得越来越重要,plc控制系统交换的数据量越来越大。熟悉的移动通信行业已经从3G发展到更快的4G,现在正在运营5G。同样,在工业控制行业,数据交换的数量和速度也非常高。原来的RS232和RS485通信不能满足大数据交换的需求。相反,它是更快的以太网通信。
项目简介
1.项目的行业和背景
由于近年来劳动力成本的增加,电子加工业逐渐从原来的手工制造转向机械自动化和机器人制造。在处理LCD屏幕的过程中,手动完成原有的LCD屏幕型号规格,不仅效率太慢,而且时间成本和人工成本非常高。为了节省时间和人力成本,快速分离不同规格的不同批次的LCD屏幕并有效地管理产品是有效的。因此,需要开发分拣机。
2.流程介绍
由于在每个LCD屏幕被存储之前没有将材料信息输入MES系统,因此需要对包含不同信息的液晶屏幕进行分类和分类,并将每个液晶屏幕的ID信息输入到MES系统中。
3.项目使用的三菱plc与触摸屏通迅产品信息

表1
控制系统组成和网络架构
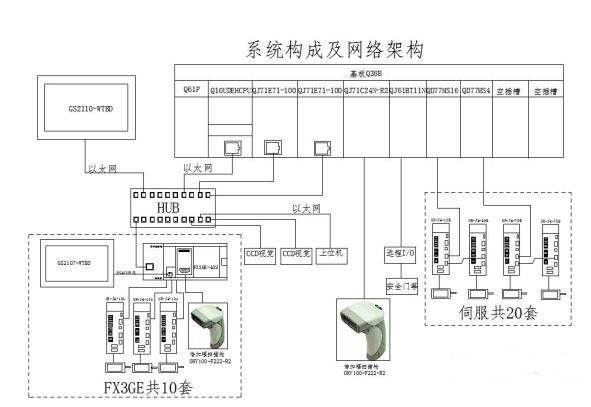
图1
产品选择参数
由于机器中有许多从控制器,如果使用CC-Link网络通信,主站和智能设备站都需要添加CC-Link模块,这将增加设备成本,并且内置以太网端口是可选的。 Q系列CPU和带以太网端口的FX3GE解决了成本问题。 Q系列内置以太网有16个通道,可满足FX3GE和触摸屏,可视链路数量要求,以及主三菱plc和FX3GE之间的以太网通信,通信速度,数据量和刷新时间均可满足要求,而FX3GE-作为从机的40MT/ES可以控制三个脉冲输出,并且还满足伺服轴的数量。
调试过程和主要困难
1,因为有10个FX3GE和Q CPU通信,如果10个通讯调试变得比较困难,可以先调试FX3GE和Q CPU之间的通讯,先设置Q和FX的通讯参数,主要参数是使用通讯。通道,IP地址,通信协议,开放模式,端口号,通信数据代码设置等。
FX3G参数设置下图:
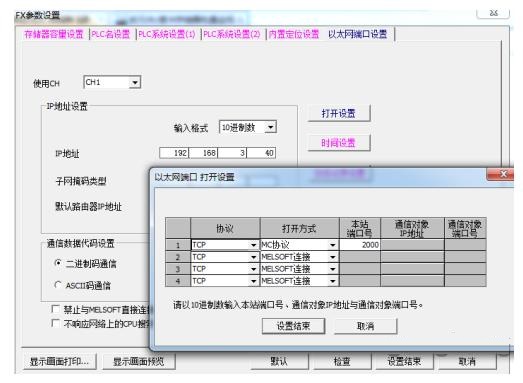
图2
以太网设置如下图所示:
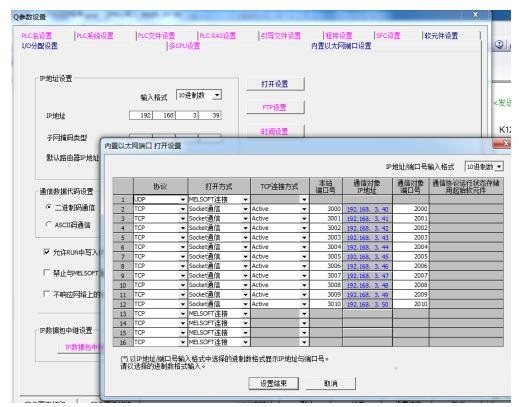
图3
3.根据FX3GE内置以太网MC协议命令,写入相应的程序。 MC协议读写器件时的主要命令和最大处理点数如图4所示.
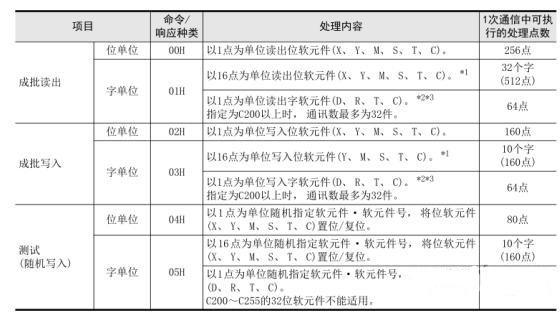
图4
FX3GE MC协议命令包的控制序列如图5所示.
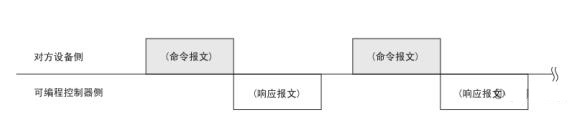
图5
消息命令的具体格式如图7所示。图6中的标题是TCP/IP或UDP/IP的标题。在可编程控制器端,将连接,删除以太网适配器,无需用户设置。字幕为00H,PC编号为FFH,看门狗定时器可设置为0000H至FFFFH(1至65535)(单位:250ms)。 A部分是数据读/写命令,结束代码是可编程plc控制系统的外部设备。执行数据读/写后的处理结果(00H:正常结束,:异常结束,00H除外)。
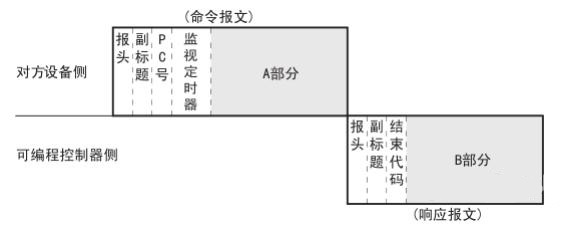
图6
4.根据FX3GE内置以太网MC协议的命令格式对Q CPU进行编程。首先,使用Q内置以太网打开/关闭命令(SP.SOCOPEN/SP.SOCCLOSE)打开和关闭每个通道,然后编写用于发送数据和接收数据的程序。通过Q CPU程序发送到FX3GE的MC命令格式的主程序如图7所示.
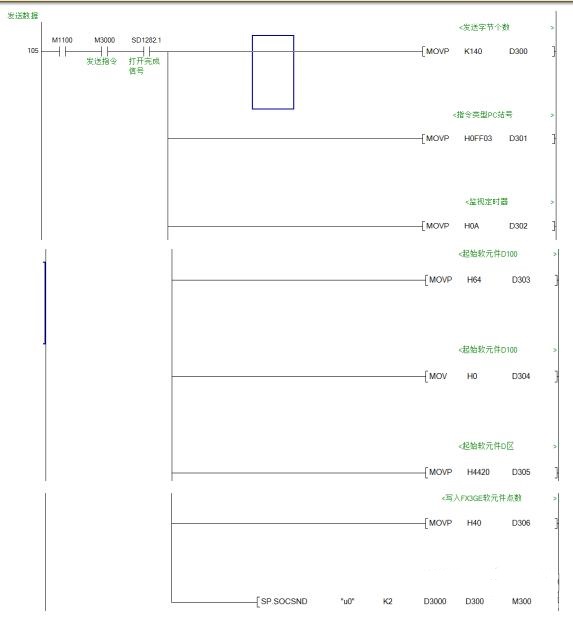
图7
5.主要难点:
a)单个FX3GE的信息无法主动刷新到主三菱plc,Q CPU需要由程序刷新,这增加了程序的复杂性。并且刷新率不能太快,如果刷新太快,将报告错误,错误代码为2560.
b)Q CPU使用Socket通信功能编写程序。以太网端口连接的接收模式(SP.SOCRMODE)需要选择正常模式。如果选择固定长度模式,将生成数据,因为FX3GE从Q接收的数据不固定。转换现象,无法获得正确的数据。
c)由于在Q CPU和FX3GE之间添加了HUB,因此在断开电缆时无法自动识别通信错误或Q CPU和FX3GE。解决方案:为每个触摸屏屏幕添加手动关闭按钮,以便与Q CPU和FX3GE进行通信。发生通信错误或断开,操作员通过触摸屏按钮关闭相应的连接通道。
d)Q内置以太网端口由Socket通信编程。打开相应通道时发送的MC协议命令读/写设备的数量必须在允许的范围内。否则,将报告错误。错误代码为2556.最大点数如图5所示。如果一次通信中可处理的最大点数小于实际项目中的设备点数,QCPU将发送命令进行读取并按程序时序写入设备。
总结:系统调试后,三菱plc与触摸屏通迅以及各个FX之间的数据通信正常,与MES系统的数据交换正常。目前,该机已在客户的生产车间投入运行,整体运行稳定,不仅降低了人工成本,而且提高了工作效,如果大家有在这方面的需求,请咨询容感电气。


")











