在气液分离器项目中连续重整装置是我厂的核心生产装置,负责向全公司制氢装置提供氢气。如果其产量波动或停止,将对整个公司的氢平衡产生重大影响。西门子s7-400plc利用液位来控制气液分离器,还可以控制其他设备停止运行。在连续重整装置中,离心式压缩机是整个装置的核心设备。压缩机入口处气液分离器的作用是非常重要的。如果分离效果不好,则将气体区指向下游压缩机。因此,西门子s7-400plc在气液分离器的液位控制显得尤为重要。
1.西门子s7-400简介
西门子在德国生产的S7-400系列PLC是一个功能齐全、技术先进的控制系统。采用模块化无风扇设计,稳定性好。它功能强大,广泛应用于过程控制领域。模块化设计。它的模板扩展和配置功能使其能够灵活地组合以满足各种需求。转化炉气液分离器液位控制采用S7-400plc控制系统。
2、分离器水平控制的具体实现
气液分离器的液位控制流程图如图1所示:
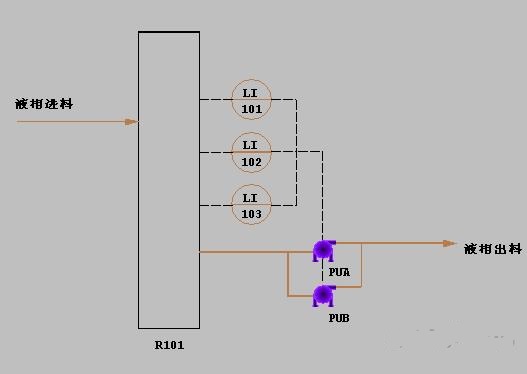
图1气液分离器流程图
2.1控制计划说明
YE1、YW2和YW3分别是分离器的液位测量。这里使用的是导波雷达液位计。液位高80%,低20%。分离器报警采用“322”表决方式,即当三个液位计中的两个(或多个)同时发出高报警时,分离器报警为高;当三个液位计中的两个(或多个)同时发出低报警时,分离器报警为低。当分离器处于高报警状态时,分离器底部的排液泵开始排液。当分离器低报警时,停止分离器排液泵。
2.2在s7-400中实施中层控制
表1显示了I/O输入和输出点数表:
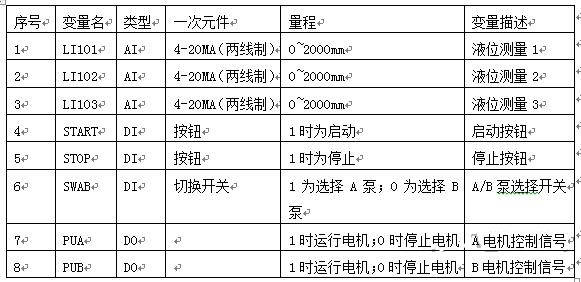
表1 I/O输入和输出点表
在西门子plc s7-400软件中,首先建立符号表,如表2所示:
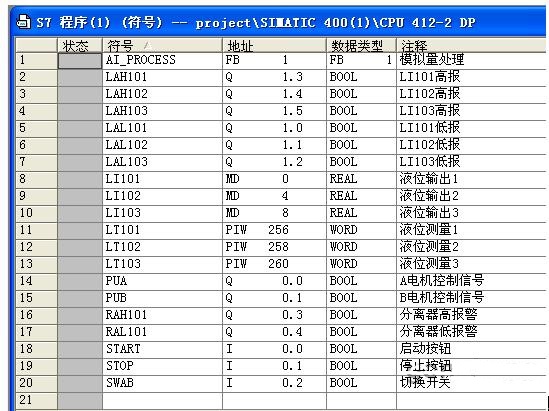
表2符号表
在模拟处理模块中,创建名为“AI-PROCESS”的FB(功能块)功能块。所以所有的模拟处理都可以通过调用这个模块来完成。功能框图如图2所示:
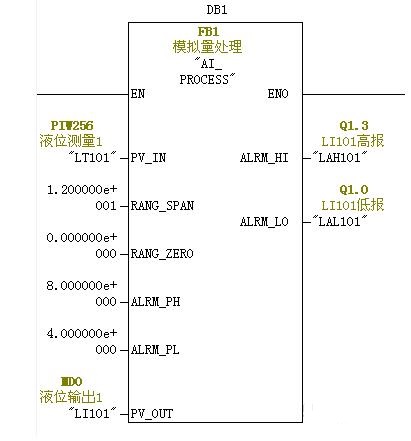
图2模拟处理功能块
模拟处理和比例转换的公式是:

上述模拟处理功能块由该公式实现。
由于液位plc控制系统的逻辑控制部分相对简单,因此逻辑控制部分直接在OB(组织块)中实现。逻辑部分分为两部分。一个是2oo3警报。其实现如图3所示:
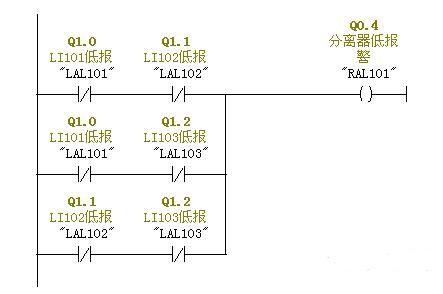
图32 OO3联锁报警梯形图
在写三、两个程序时,我们遵循故障安全原则,即“0”报警。lal101、lal102和lal103分别是三个低报警值。当发出输出警报时,输出为“0”,所以我们在程序中选择了通常闭合的接点。逻辑控制的第二部分是泵的启动和停止。当泵启动和停止时,“棉签”是电机选择开关。当“Swab“=1时,电机受s7-400plc级控制逻辑控制,b电机处于停止状态;当“Swab“=0时,b电机由s7-400plc级控制逻辑控制,电机处于关机状态。
在水液位高出报警值时并保持9秒后,启动水泵电机;当水液位低于报警值并保持9秒后,停止水泵。当液位处于正常状态时,被控马达保持其原始状态(或由启动和停止按钮控制)。逻辑控制首先启动电机。要首先启动电动机,请选择要设置的优先级RS触发器。“启动”和“停止”是指在液位正常(分离器高或低)时有效的电机启动和停止按钮。按下“启动”后,控制电机启动;按下“停止”后,受控电机停止。如图4所示:
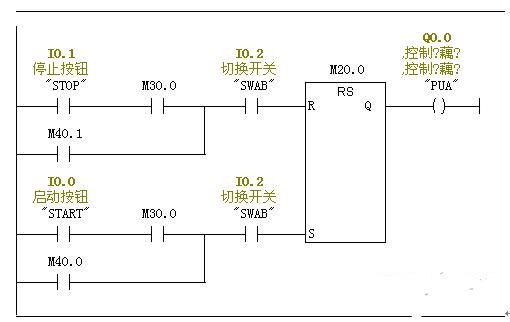
图4电机启动/停止控制的梯形图
4、总结
压缩机入口气液分离器的液位控制非常重要,西门子s7-400plc其控制直接影响压缩机运行的安全性和稳定性。在此控制中,我们使用西门子的S7-400来实现模拟控制和报警联锁控制。由于该系统投入使用,该装置运行平稳,气液分离器的液位得到很好的控制。如果大家有气液分离器这方面的技术需求请咨询容感电气。














