在谈到百叶窗s7-200plc控制系统设计时,大家对于控制系统的看法有时理解各不相同,今天小编就针对威纶通与S7-200PLC在百叶窗冲孔机的控制系统,整理了以下关于威纶通与S7-200自己的理解和思路,s7-200plc控制系统设计,如有不正确的地方,欢迎朋友指正!
一、导言
自动冲孔机主要用于加工百叶窗的自动设备。可实现自动冲孔,可根据实际需要更换和安装不同规格的冲模。整个装置结构简单,操作方便,重量轻,方便。处理。在百叶窗的加工中,随着人力资源成本的增加;大多数企业将自动冲孔机视为发展方向。随着时代的发展,自动冲孔机的冲压技术提高了各种不锈钢管和铝合金材料的冲压优势,取代了手工加工。
二、流程要求
通过共用一个驱动器的两个步进电机完成进给,该驱动器分为左进给和右进给。踩踏时,两个步进电机可以单独使用。在自动模式下,两个电机一起运行;在手动模式下,电机启动,夹紧,按压机器,返回原点,前后独立,返回原点时,前后移动,打孔器滑块可在上限移动;在自动模式下,只有在打孔电机启动后才能执行其他操作。夹紧后,在单次进给后设定进给速度,进给长度和进给次数。在执行冲压之后,在完成冲压之后再次进给材料,直到达到设定的次数。
三,程序
控制系统主要采用威纶通触摸屏人机界面,s7-200PLC主机采用6es7288-1sr60-0aa0。
简要方案如下:通过维纶触摸屏,您可以选择手动操作,自动操作,参数设置和操作说明的屏幕。参数设置屏幕要求用户输入密码权限才能输入,主要用于系统密钥数据,如机械传输间距和驱动器细分。通过选择操作模式可以单独执行独立操作。
四、方案简介
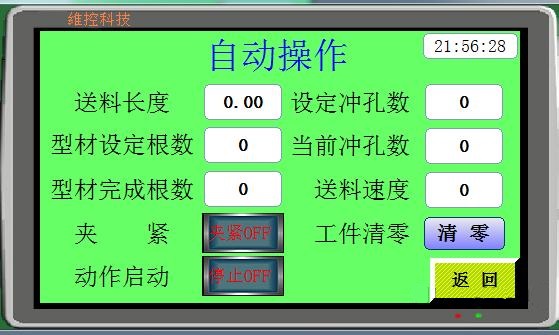
HMI威纶通触摸屏零件程序
1.自动操作:主要包括进给长度,进给速度,设定当前打孔数等工艺要求的设定。
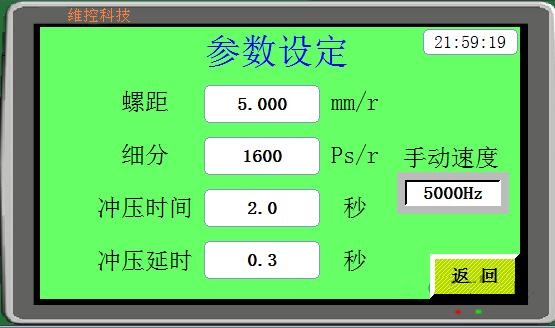
2。参数设置:主要由驱动器间距,驱动器细分和冲压电机设置决定。
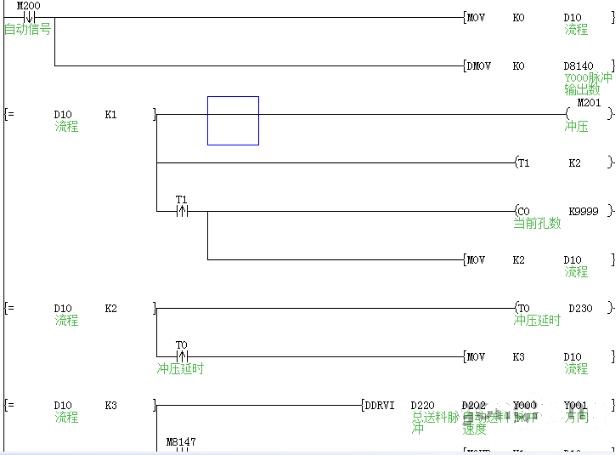
s7-200plc控制系统设计程序
初始化(停止)处理数据和长度数据计算转换对应脉冲
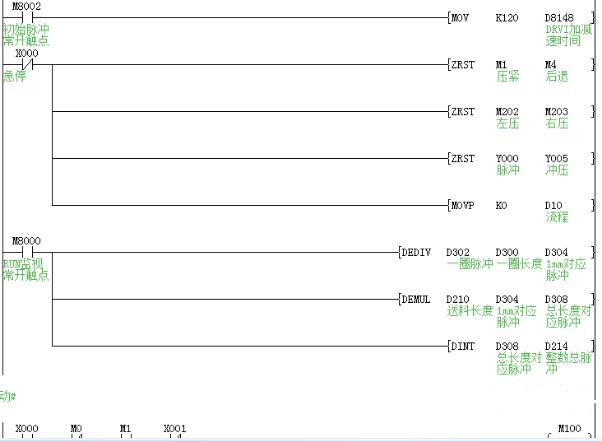
使用自编程过程按顺序运行
五、项目概要
该设备主要使用控制西门子plc的高速脉冲输出功能。它具有控制伺服/步进等高精度,高速度的优异性能。除此之外,控制西门子plc还具有多个高速计数输入功能。控制西门子plc可满足大多数自动化工业场所,性能可靠稳定,编程简单易学。在软件编写方面,控制HMI具有强大的内置功能和简单的编程。与其他HMI产品相比,界面友好,为用户编程和维护带来了极大的便利。
六、设备图片

总结:以上就是威纶通HIM触摸屏与S7-200PLC在百叶窗冲孔机的控制系统设计应用,如您对此自动化控制系统有任何疑问,请给我们留言或者联系我们的在线客服人员,我们将为您详细解答。 容感电气为您提供自动化控制系统以及系列产品的选型、订购、售后一体式服务。














