PLC在控制系统中的应用是基于自动控制技术、微机技术、三菱plc计数器和基于通信技术的新一代工业控制装置。随着微处理器技术的发展,三菱plc得到了迅速的发展,并在各个领域得到了越来越广泛的应用。介绍了三菱PLC计数器在连杆松动机控制中的应用及应注意的问题。我希望这对你有帮助。
一、简述
气缸体,曲轴,连杆,连杆中的凸轮轴和气缸盖是发动机的五个主要部件。连杆体和连杆盖上的大孔通过螺栓和螺母与曲轴组装在一起,通过气体压缩,点火和爆炸膨胀为车辆提供前进动力。为了减少连杆大孔与曲轴之间的磨损并便于维护,在孔中设置薄壁金属轴承衬套。在组装发动机之前需要对连杆进行超声波清洁。在清洁之前,需要拆下连杆螺母和螺钉以及连杆盖。如图1所示,它是连杆和活塞结构的示意图。

图1连杆和活塞结构图
连杆螺母的早期连接是用松散的枪手动操作的。随着汽车工业的快速发展,汽车制造商根据零部件的设计标准制定了相应的装卸技术标准,严格执行螺母的紧固扭矩和紧固方法,减少误差,保证质量。因此,自动松动和紧固件是天生的。松动操作方式如下:将连杆总成放在松动机台上,用双手按开式起动按钮按下连杆的大端环;使喷射枪推缸的位置松动使机的开口位置松动,使喷嘴的位置松动,使机开缸复位,根据操作员设定的松动参数松开控制器,发送松扭矩和放松枪,并实现放松控制器在控制下。松开螺母;拧开喷枪,将气缸向后推,夹紧气缸复位,然后松开。如图2所示。

图2松开机器地图
二、控制系统构成
1. TWINCVI II控制器
TWINCVIⅡ控制器可以控制一个或两个手持ER或固定的EM电源工具。控制器被设置为直接在工厂中使用。默认设置足以满足大多数应用程序的需要。根据操作模式是同步的还是异步的,TWINCVI II包括一个或两个控制站。应根据应用程序和轴的数量选择操作模式。控制器默认为异步模式。
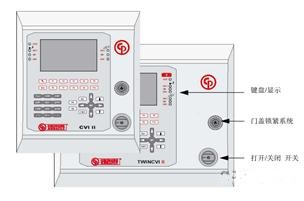
图3松开机器控制器
2.控制系统组成和功能
硬件配置和结构
PLC:Mitsubishi FX2N-32MR 1套
圆柱:SCJ 40 * 75 4套
松动控制器:TWINCVI II 1套
松动工具:EM60-20J 1对
其他:电气元件,气动阀门组件 1套
系统结构如图4所示。
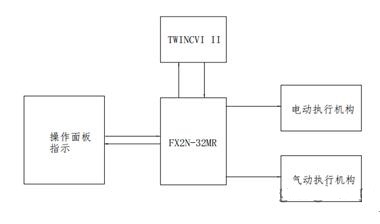
图4系统组成结构图
PLC作为控制系统的核心器件,接收操作者的指令,判断气缸的位置,并将松动信号发送给松动控制器。控制器根据设定的松动转矩和角度发送松动信号。
三、电气控制原理图
1.根据电气控制要求,绘制电气原理图和接线图,信号指示和继电器由24VDC电源供电。 PLC控制器,松动控制器和电磁阀组由220VAC AC供电。如图5,图6和图7所示。
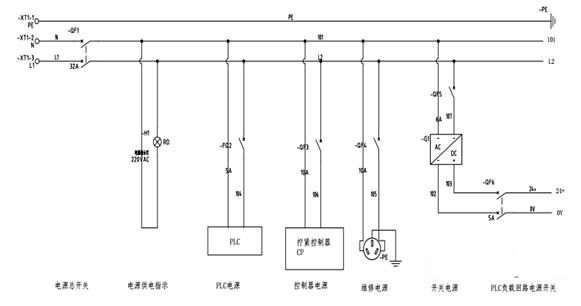
图5plc控制系统配电图
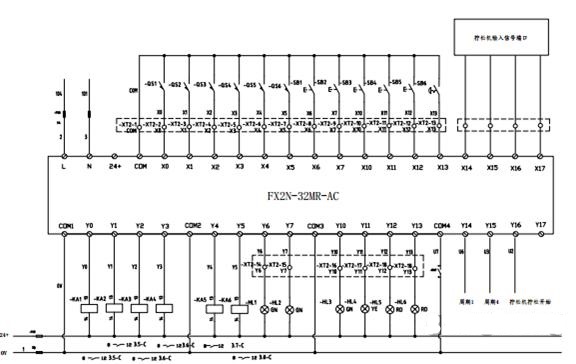
图6 PLC控制回路
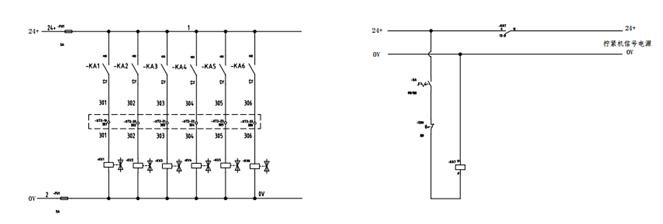
图7电磁阀驱动和卸载功率控制
2.解锁PLC和PLC之间的信号连接
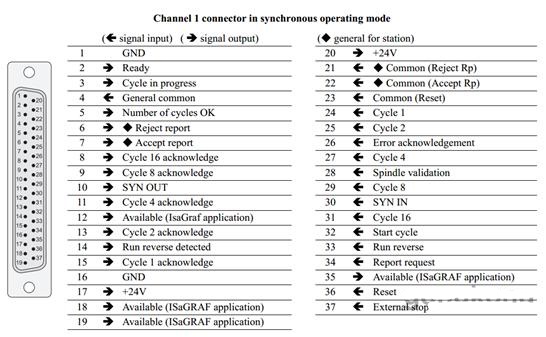
信号说明:
就绪:就绪当控制器处于正常运行状态时,此信号为“1”。
循环:对循环请求开始的响应。循环结束时减小到“0”。
Commons of Commons Relays
报表公共端引脚21失败
符合性报告公共端引脚22
复位公共引脚23
一般公众针4
除21/22/23以外的所有产出
循环编号循环编号:二进制代码1-2-4-8-16。对于超过31的数字,通过总线网络/键盘/ PC /条形码/ ISaGRAF程序选择循环。循环次数为n 1至n 250(每个通道250个循环)。
接受报告在报告周期结果且报告合格时向三菱plc报告。
拒绝报告当报告周期结果且报告不合格时,报告将发送到PLC。
启动循环循环启动只要信号为“1”,循环就会运行。当信号下降时,循环停止并将报告发送到PLC。
3,控制器和三菱plc输入输出接线标准

控制器和PLC之间的连接图如图8所示。
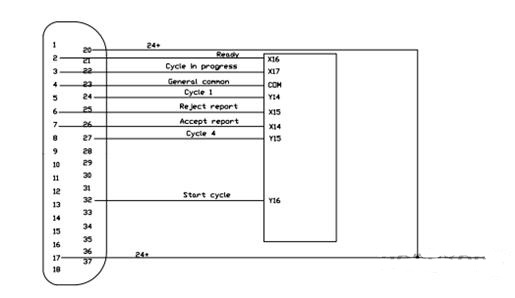
图8拧下控制器和PLC的接线图
四、设备运行状况及优势
发动机连杆松动自动工艺设计解决了人工操作造成的质量危害,提高了生产效率,具有良好的防错能力,保证了拧紧过程的平衡,提高了后续在线质量控制水平。保证了装配质量。在现代发动机装配线中,活塞连杆全自动松动工艺的应用是一种创新,具有较好的扩展性,能更好地适应混合生产线规模化生产的现状。在发动机制造领域,大力推广自动化工艺应用。该设备自2016年投入使用以来,运行稳定,工人得到了高度认可。
总结:以上就是小编根据三菱plc在控制系统中的应用及三菱plc控制系统应用需注意问题的一些见解,我们为客户提供量身定制的自动化解决方案,西门子plc,三菱plc,欧姆龙plc,组态软件系列产品是专业的自动化控制系统集成服务商.欢迎来电咨询订购!

和MMC卡6ES7953-8LF11-0AA0的用途")












