回流焊接是表面贴装技术是一种技术含量比较高的重要工艺,焊接工艺是评定正常生产的重要前提,还影响最终产品的质量和可靠性。由于其在解决方案中的优越性,工控机系列西门子s7-200plc越来越多地用于回流焊接行业。


回流焊接通常具有8至20个温度区域,并且温度区域的上部和下部中的每一个具有1个热电偶温度测量和1个加热管加热。通常,这些温度区域可分为以下四个基本温度区域:
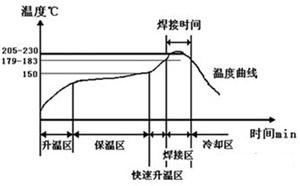
1)预热区,也称为斜坡区,用于将PCB的温度从环境温度升高到所需的激活温度。炉子的预热区通常占整个加热区长度的20-30%。第二阶段要求温度plc控制系统必须有响应,不能过度调整,否则很容易损坏电子元件;
2)绝缘部分的主要目的是稳定SMA中元件的温度并最小化温差。在这个区域留出足够的时间将较大组件的温度带到较小的组件上,并确保焊膏中的助焊剂完全挥发。温度的误差应控制在0.3°C以内;
3)再循环区域(有时称为峰值区域或最后一个温度上升区域)用于将PCB的温度从活动温度升高到建议的峰值温度。如果再循环区域的峰值问题太高,则PCB将过度卷曲,分层或燃烧,并且会损害组件的完整性。
4)冷却段焊膏中的铅锡粉已熔化并充分润湿连接表面,应尽快冷却,这将有助于获得明亮的焊点,并具有良好的形状和低接触角。缓慢冷却会导致电路板更多地损坏到锡中,导致灰色粗糙的焊点。
工控机系列西门子plc在回流焊设备解决方案中的应用:

西门子s7-200系列plc问世带编程端口和485通讯端口。编程rs485或以太网与工业计算机通信,实现数据监测和控制; 485通讯口与变频器的modbus协议通讯,表格modbus命令不需要编写复杂的通讯程序,使用非常简单方便。
工控机系列温度控制模块不仅具有16位温度测量精度,而且还具有自己的PID自整定功能。 PID参数调整不需要编写冗长的程序。先进的温度控制算法,控制时的温度误差控制在0.3°C以内。独特的过冲抑制功能可有效保护电子元件免受过热损坏。另一个组态软件提供示波器功能,可以实时根据人机界面监控温度曲线,还可以将监测曲线输出到EXCEL表格,为改善回流过程提供依据。
工控机系列西门子s7-200在温度控制和通讯过程中为客户工程师提供了极大的支持,有效地提高了工作效率和系统性能。回流焊接行业的应用越来越广泛。

")



")








